
 返回首页
返回首页 加入收藏
加入收藏 联系我们
联系我们

新闻详情
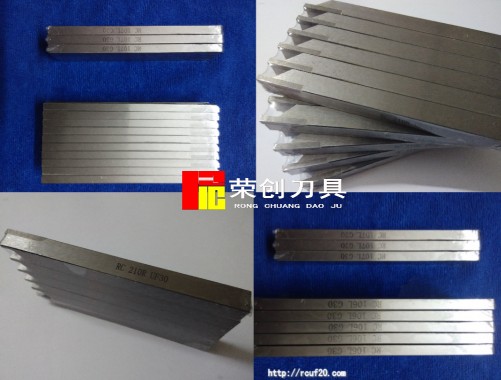
白钢车刀,自动车刀,金刚石刀具加工高温合金时的性能差异
1、高速钢。用它主要制造白钢车刀,铣刀、钻头、铰刀、丝锥、拉刀和齿轮刀具等低速复杂刀具。为了提高刀具耐用度,应选含钴、含铝和高碳超硬高速钢。牌号有W2Mo9Cr4VCo8、W6Mo5 Cr4V2A1.WioMo4Cr4V3 Colo. Wi2Mo3 Cr4V3 Co5Si. WiOMo4Cr4V3Al.W6Mo5 Cr¢V5 Si NbA1 等。
2、硬质合金车刀,自动车刀。应选用抗黏结、抗扩散、与高温合金亲和性差的,并含Tac或Nbc的超细晶粒YG和YW类硬质合金。牌号有YS2、Y88、YD15.YC813.YG643、YW4等,涂层硬质合套应选A1z03.TIC、TIAISI和丁iAIN涂层。
3、氮化硅陶瓷。由于陶瓷车刀的抗黏结性能和耐热性及硬度高于硬质合金,非常有利于高温合金的切削加工。牌号有SM、H873.HS80. F85. TP4. ST4. SC3 等。
4、立方氮化硼(PCBN车刀)。除用于高速对高温合金的精加工外最适合于镍基圃温合金的切削加工。
详情请咨询:www.rcdaoju.com
