
 返回首页
返回首页 加入收藏
加入收藏 联系我们
联系我们

新闻详情
白钢刀,自动车刀,硬质合金车刀等刀具切削速度的选择

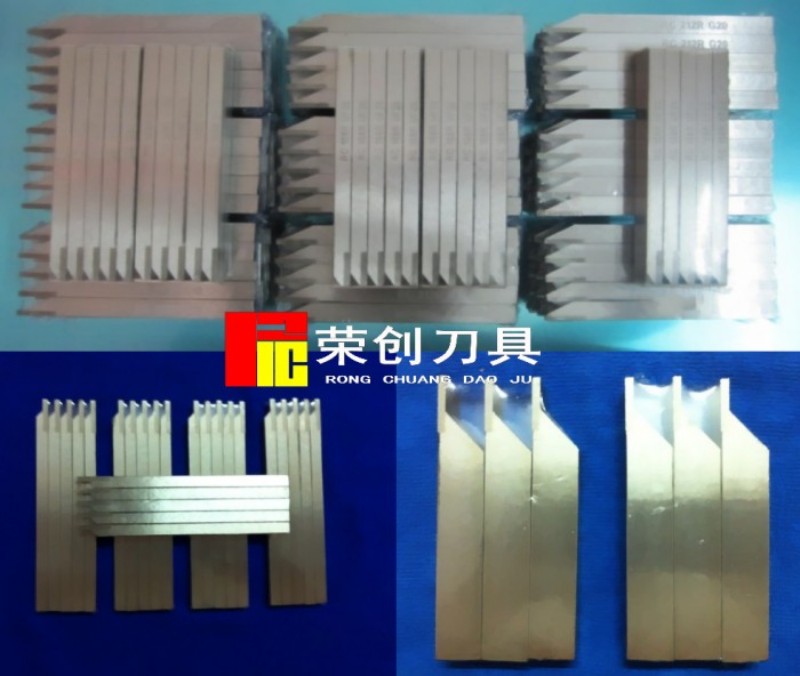
可在保证刀具合理耐用度的条件下,用计算的方法或用查表法确定白钢刀,自动车刀等刀具的切削速度码的值。在具体确定码值时,般应遵循下述原则。
粗车时,切削深度和进给量均较大,故选择较低的切削速度精车时,则选择较高的切削速度。
工件材料的加工性较差时,应选较低的切削速度。故加工灰铸铁的切削速度应较加工中碳钢低,而加工铝合金和铜合金的切
削速度则较加工钢高得多。
刀具材料的切削性能越好时,切削速度也可选得越高。因此,硬质合金刀具的切削速度可选得比高速钢刀具高好几倍,而涂
层硬质合金、陶瓷、金刚石和立方氮化硼刀具的切削速度又可选得比硬质合金车刀高许多。
此外,在确定精加工、半精加工的切削速度时,应注意避开积屑瘤和鳞刺产生的区域在易发生振动的情况下,切削速度应避开自激振动的临界速度在加工带硬皮的铸锻件时,加工大件、细长件和薄壁件时,以及断续切削时,应选用较低的切削速度。
